摘要:槽式给料机被广泛应用于各种矿物破粉碎加工生产线的原料仓底部,作为整个矿物加工生产线的“总闸”。其性能必须具备从源头上做到料流大小适度、均匀、可调控。槽式给料机的主要机构是偏心调节盘,其性能的优劣将直接影响整个槽式给料机的正常效率发挥,所以在整个槽式给料机的设计中非常重要,将通过五个方面探讨槽式给料机偏心调节盘的改进设计和有关技术关键。
关键词:偏心调节盘行程调节中心距
1.槽式给料机的基本工作原理
1.1如图1
电机通过三角传动带,驱动减速机输入轴,减速机输出轴为双出轴伸,通过两面输出轴上装配的完全一致的组合偏心盘、曲柄和连杆拖动原料仓下的平板车体做往复运动,平板车体上面的物料通过原料仓下的后端板将物料刮下车体进入下一流程,达到料流大小适度、均匀和可调控给料的目的。
2.传统槽式给料机偏心盘的弊端
传统的槽式给料机偏心调节盘的弊端是每端两块偏心盘靠螺栓压块压紧,利用两盘的相对摩擦力进行输出扭矩。要调整行程时则松开压块螺栓,两偏心盘根据行程大小,按偏心盘上的刻度指示相对旋转,使两端轴伸上的刻度一致,以达到曲柄同步拉伸平板车体的目的。事实上,这样的机构在实际使用中,同步工作的可靠性不足。极易受两偏心盘相对摩擦力的改变而出现故障,如两轴伸上的偏心盘曲柄旋转角度不一致,造成连杆不同步引起机械故障和损害。
3.新式槽式给料机偏心盘改进和设计的原理
3.1平板车体行程范围的确定
平板车体行程范围的是设计中首先要确定的,行程确定非常简单,主要应该遵循给料量的大小,通过平板车体上三面槽体体积和减速机输出轴的转速即平板小车的往复运动频率计算确定,一般工艺流程中,减速机输出轴转速在50r/min左右,平板车体行程在20-140mm之间。
3.2曲柄轴绕减速机输出轴中心旋转直径的确定
为了减少连杆长度、受力载荷和平板车体的平稳运行,一般将减速机中心高和平板车体牵引销轴中心安装在同一水平面内。这样平板车体的行程就是曲柄轴绕减速机输出轴中心旋转直径。
3.3偏心盘调节螺栓孔的设置
对于偏心盘调节螺栓孔的合理设置,要考虑三个问题:一是确定偏心盘外径,保证两偏心盘组合后曲柄轴绕减速机输出轴中心旋转直径即平板车体行程的要求范围。二是克服传统摩擦式偏心盘的弊端,将偏心盘调节螺栓孔作为调节和紧固两偏心盘共用孔,三是考虑两偏心盘在相对旋转00~1800范围内调节级数的密度,从而保证调节物料的精确度。也就是螺栓孔数量设置越多行程调节级数的密度越大。同时为了便于调节和减少零件加工量,两个偏心盘螺栓孔数应为2倍均匀分布的结构。
3.4曲柄轴孔位置和减速机输出轴孔位置的设置
由于将减速机中心高和平板车体牵引销轴中心安装在同一水平面内。曲柄轴孔和减速机输出轴轴孔中心距应等于平板车体行程的一半,即曲柄轴孔和减速机输出轴轴孔中心距应在10-70mm范围内。同时考虑减速机输出轴轴径较曲柄轴轴径要大,这样就可以将二者轴孔位置确定下来,即曲柄轴孔中心偏离圆盘中心30mm,减速机输出轴孔偏离圆盘中心40mm,变为两个不相同但又密切关联的偏心盘。这样就使得两偏心盘在相对旋转00~1800范围变换时,曲柄轴孔和减速机输出轴轴孔中心距也同时在10~70mm范围内相应变换。如图2所示,偏心盘的几何图形完全确定下来。
3.5曲柄轴和平板车体的连接
曲柄轴一端轴头和偏心盘(2)盘面垂直装配焊接,另一端装配轴承和轴承座,然后用厚钢板制作连杆,连杆一端焊接连接轴承座,另一端焊接销轴套。最后利用销轴连接连杆销轴套和平板车体销孔耳板。这样就构成一个完整的曲柄连杆回转机构。
4.偏心盘的调节
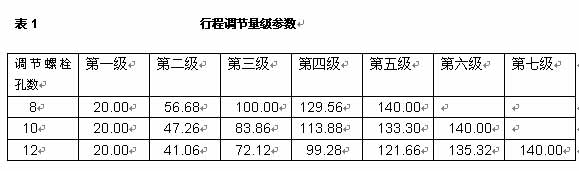
槽式给料机给料量的大小要服从整个生产工艺的要求,在需要进行调整时,调节偏心盘就可实现调节给料量的大小,使之符合生产变化要求。调节偏心盘的方法就是拆下减速机输出轴两端的所有调节螺栓,固定平板车体防止曲柄偏心盘跟着转动,依靠手动转动减速机输入轴使两偏心盘相对旋转到合适量级的位置,对中两螺栓孔重新紧固所有螺栓。按照上述行程参数范围可计算出表1行程调节量级参数。
这样可根据实际情况进行选择调节偏心盘,即可有效的改变槽式给料机给料量的大小。
5.结束语
本文主要从四个方面相细介绍了槽式给料机偏心盘的改进设计方法和关键技术,利用上述方法即可方便快捷完成槽式给料机偏心盘的设计。
槽式给料机偏心盘的改进与设计
所属栏目:机械论文 发布日期: 热度:
文章标题:槽式给料机偏心盘的改进与设计
转载请注明来自:http://www.sofabiao.com/fblw/ligong/jixie/9163.html
相关问题解答
A、B、C类核心期刊是以什么为依据...关注:281
sci投稿中关于online常见的问题汇...关注:591
摄影艺术领域AHCI期刊推荐《Phot...关注:479
Nature旗下多学科子刊Nature Com...关注:624
中小学教师值得了解,这些教育学...关注:267
2025年写管理学论文可以用的19个...关注:466
测绘领域科技核心期刊选择 轻松拿...关注:169
及时开论文检索证明很重要关注:180
中国水产科学期刊是核心期刊吗关注:267
国际出书需要了解的问题解答关注:218
合著出书能否评职称?关注:173
电信学有哪些可投稿的SCI期刊,值...关注:159
通信工程行业论文选题关注:182
SCIE、ESCI、SSCI和AHCI期刊目录...关注:269
评职称发论文好还是出书好关注:145
复印报刊资料重要转载来源期刊(...关注:128

SCI期刊分析